
Product Categories
- Atom Cutter Cutting Knives Knife Blades For Sale
- Axyz Cutter Cutting Knives Knife Blades For Sale
- Aristo Cutter Cutting Knives Knife Blades For Sale
- Blackman & White Cnc Knives Knife Blades For Sale
- Bullmer Cutter Cutting Knives Knife Blades
- Colex Cutter Cutting Knives Knife Blades For Sale
- Colex Milling & Router Bits For Sale Shop Online
- Comelz Cutter Cutting Knives Knife Blades For Sale
- Comagrav Cnc Knives Knife Blades For Sale Shop
- Esko Kongsberg Milling & Router Bits For Sale Shop
- Esko Kongsberg Cutter Cutting Knives Knife Blades
- Eastman Cnc Knives Knife Blades For Sale Shop
- Ecocam Tangential Knives Knife Blades For Sale
- Elitron Cnc Knives Knife Blades For Sale Shop
- Fk Group Cnc Knives Knife Blade For Sale Shop
- Filiz Cnc Knives Knife Blade For Sale Shop
- Gerber Cutter Cutting Knives Knife Blades For Sale
- Humantec Cnc Knives Knife Blade For Sale Shop
- Investronica Cnc Knives Knife Blade For Sale Shop
- Iecho Cnc Knives Knife Blades For Sale Shop Replac
- JingWei JWei Cnc Knives Knife Blades For Sale Shop
- Kawakami Cnc Knives Knife Blade For Sale Shop
- Kuris Cnc Knives Knife Blades For Sale Shop
- Lectra Cnc Knives Knife Blades For Sale Shop
- Multicam Cutter Knives Cutting Knife Blades
- Mimaki Cnc Knives Knife Blades For Sale Shop
- RuiZhou Cnc Knives Knife Blades For Sale Shop
- Ronchini Cnc Knives Knife Blades For Sale Shop
- Summa Cutter Cutting Knives Knife Blades For Sale
- Summa Milling & Router Bits For Sale Shop In China
- Talamoni Cnc Knives Knife Blade For Sale Shop
- Teseo Cnc Knives Knife Blades For Sale Shop
- Wild Cnc Knives Knife Blade For Sale Shop
- Zund Cutter Cutting Knives Knife Blades For Sale
- Zund Cnc Router Bits For Sale Shop
- Other Tungsten Carbide Cutting Knives Knife Blades
- Protek Cnc Knives Knife Blades For Sale Shop
- Vinyl Cutter Blades,Plotter Cutting Blades Sale
- Other Cloth Cutting Knife Blades For Sale Shop
- Aluminum End Mill Cnc Router Tools Cutter Bits
- Milling Router Bits Routing Cutters For Sale Shop
- Tungsten carbide Digital Vinyl cutter Knife Blades
- Textile Blades,Textile Knives,Non-woven Cutters
- Notching & Punching Tools For Sale Shop
- Paper Cutting Knives Knife Blade For Sale Shop
- Carbide reversible knives,Replacement Tip Turnover
- Conveyor Belts Cutting Underlay Felt Pad For Sale
- Sharpening Disk Grinding Wheels Stones Drums Sale
- Knife for Button Hole Machine,Button Hole Knives
- Valiani Cnc Knives Knife Blades For Sale Shop
- Flatbed Digital Cutting System Tools Accessories
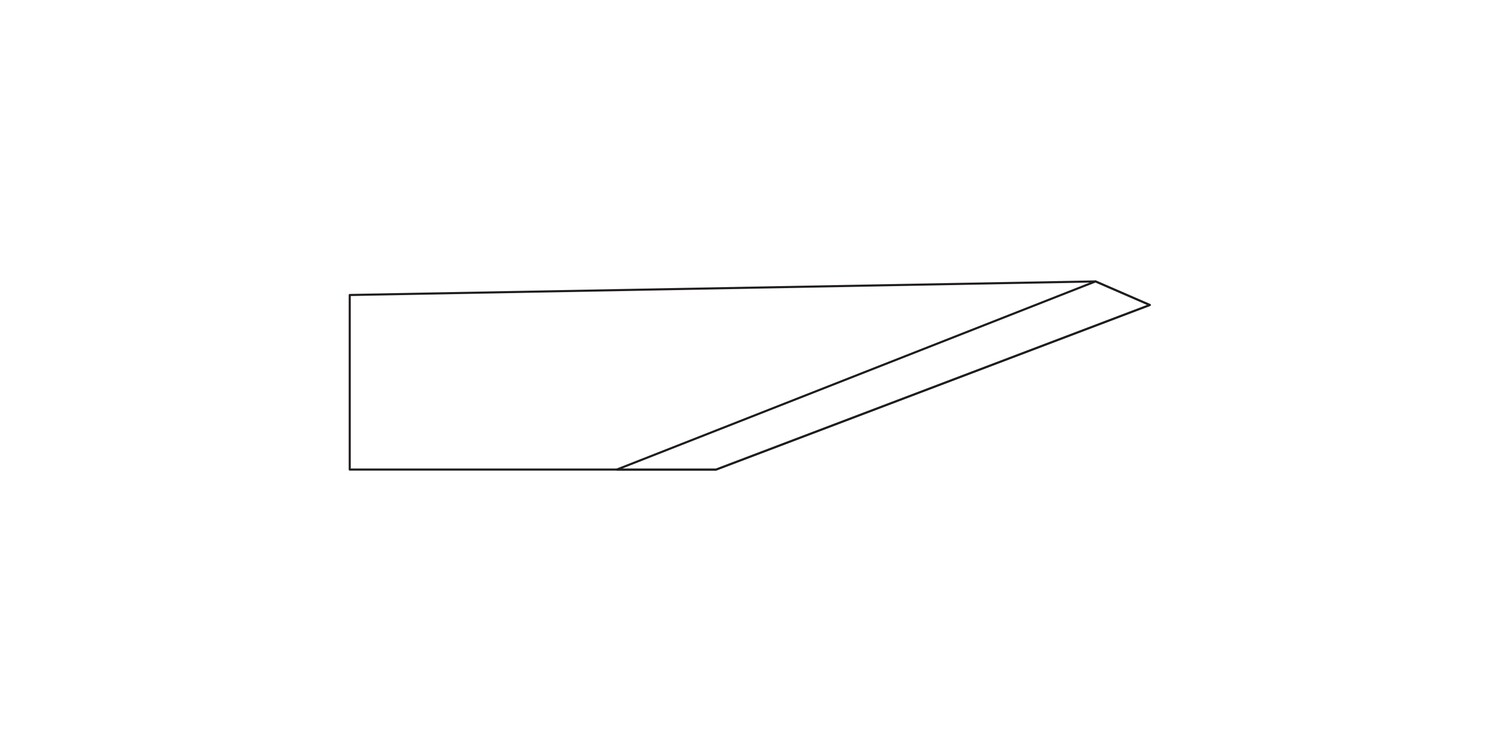
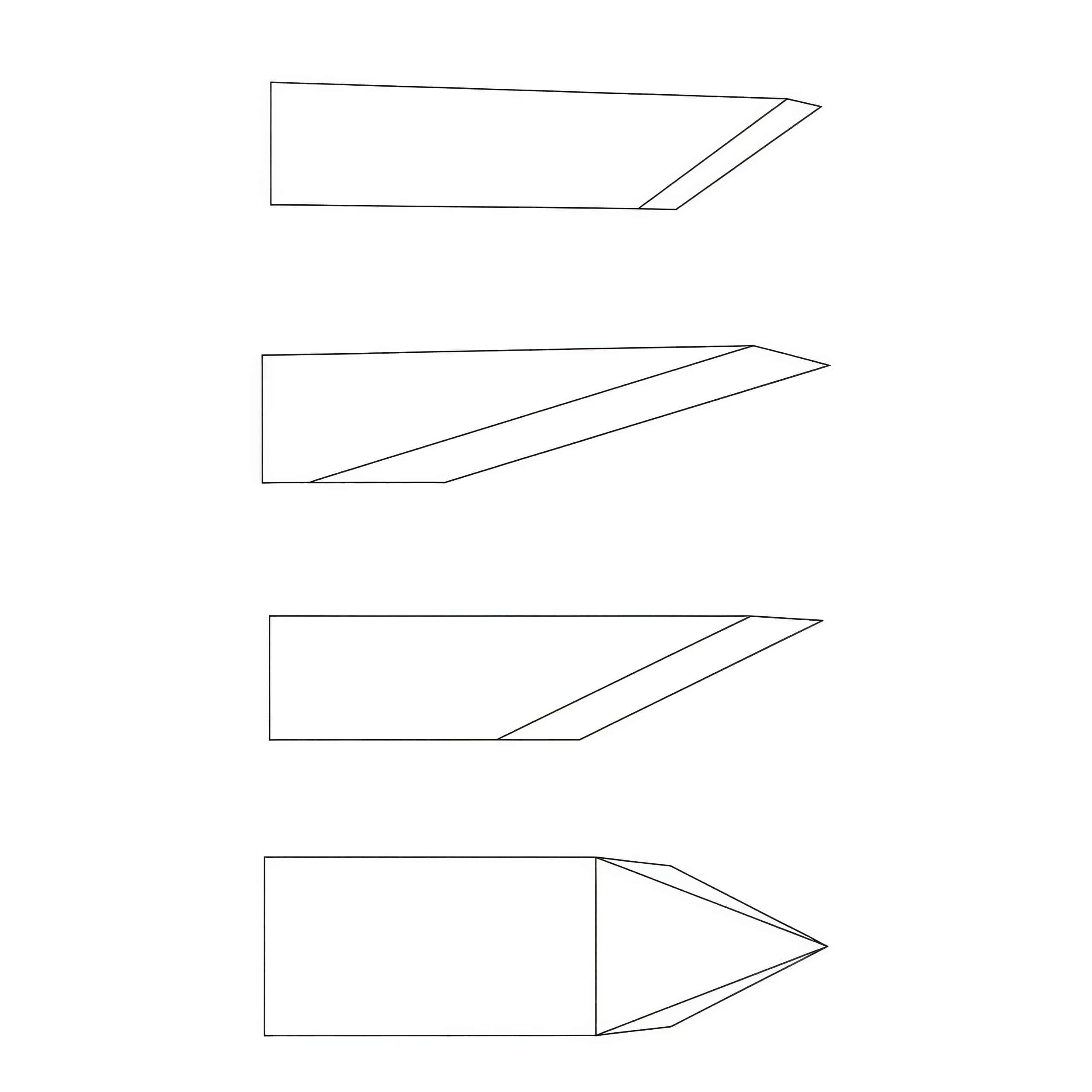
The family uses different profile angles (the pitch/lean of the blade) and cutting bevel angles (the sharpness of the edge wedge) to handle progressively thicker, more stubborn materials.
|
Blade Model |
Type |
Cutting Bevel |
Optimized Material Thickness |
Primary Use Case |
|
Samurai 39° Blade |
Single Sided |
39° |
Up to 3 mm |
Thin, dense stocks, paperboard, folding carton, thin plastics. |
|
Samurai 26° Blade |
Single Sided |
39° |
3 – 7 mm |
Medium corrugated cardboard, expanded foam board, gaskets. |
|
Samurai 20° Blade |
Single Sided |
20° |
7 – 10 mm |
Thick rubber, technical felts, heavy sandwich panels, high-density foams. |
|
Samurai 16° Blade |
Single Sided |
39° |
10 – 15 mm |
Honeycomb cardboard, heavy insulation board, thick foam inserts. |
|
Samurai Double Edge |
Double Sided |
V-Bevel |
N/A (High Stability) |
High-speed drag cutting of tough plastics like PVC and Coroplast. |
Key Engineering Principles behind this Lineup
Understanding these specs helps maximize yield and cut quality:
· The Profile Progression (39° ➔ 26° ➔ 20° ➔ 16°): As materials get thicker, the profile angle decreases. A lower profile angle (like 16°) gives the blade a longer, more gradual piercing gradient. This reduces the material resistance and drag when cutting deep into a stack.
· The 39° Cutting Bevel Exception: Note that the 16°, 26°, and 39° blades all share a 39° wedge angle. This specific angle provides an optimal balance between razor sharpness and edge retention, preventing the steel from chipping against hard substrates or vacuum bed underlays.
· Single Sided vs. Double Edge:
o Single Sided creates a perfectly square, 90-degree cut on the "good" part side while pushing the compression angle entirely into the waste matrix.
o Double Sided divides the cutting pressure equally on both sides, which is crucial for preventing buckling or tearing in rigid fluted materials like Coroplast (corrugated plastic)
© 2026 Shenzhen Oyea Machinery Co., Ltd. All Rights Reserved 


Call us now!
